

Compact Large Scale Storage Unit
A compact stand-alone storage and blast freezer protecting your products
The LSSU Compact offers stand-alone large scale temperature controlled storage capabilities specific for biotech and pharmaceutical environments.
In addition to large scale storage the LSSU Compact holds the functionality of a blast freezer as well and will then be part of the process for producing vaccines, medicine or any other biotech and pharmaceutical products.
The LSSU Compact holds a storage capacity up to 3,200 kg. fluid products in bottles, bags or vials per unit, in a temperature range from +10°C to -80°C. The capacity of a LSSU Compact is approximately equal to 40 well-known standard uprights freezers. Think about installation cost of electronical feeds, BMS connections, HVAC system, the footprint needed – and not to mention the yearly total cost of operation in terms of power consumption of freezers and HVAC system, validation of BMS probes etc. for 40 unites versus 1 unit. Our calculations show us a saving of nearly 90% in yearly total cost of operation.
The LSSU Compact are designed very compact and can be installed nearly anywhere in an existing building.
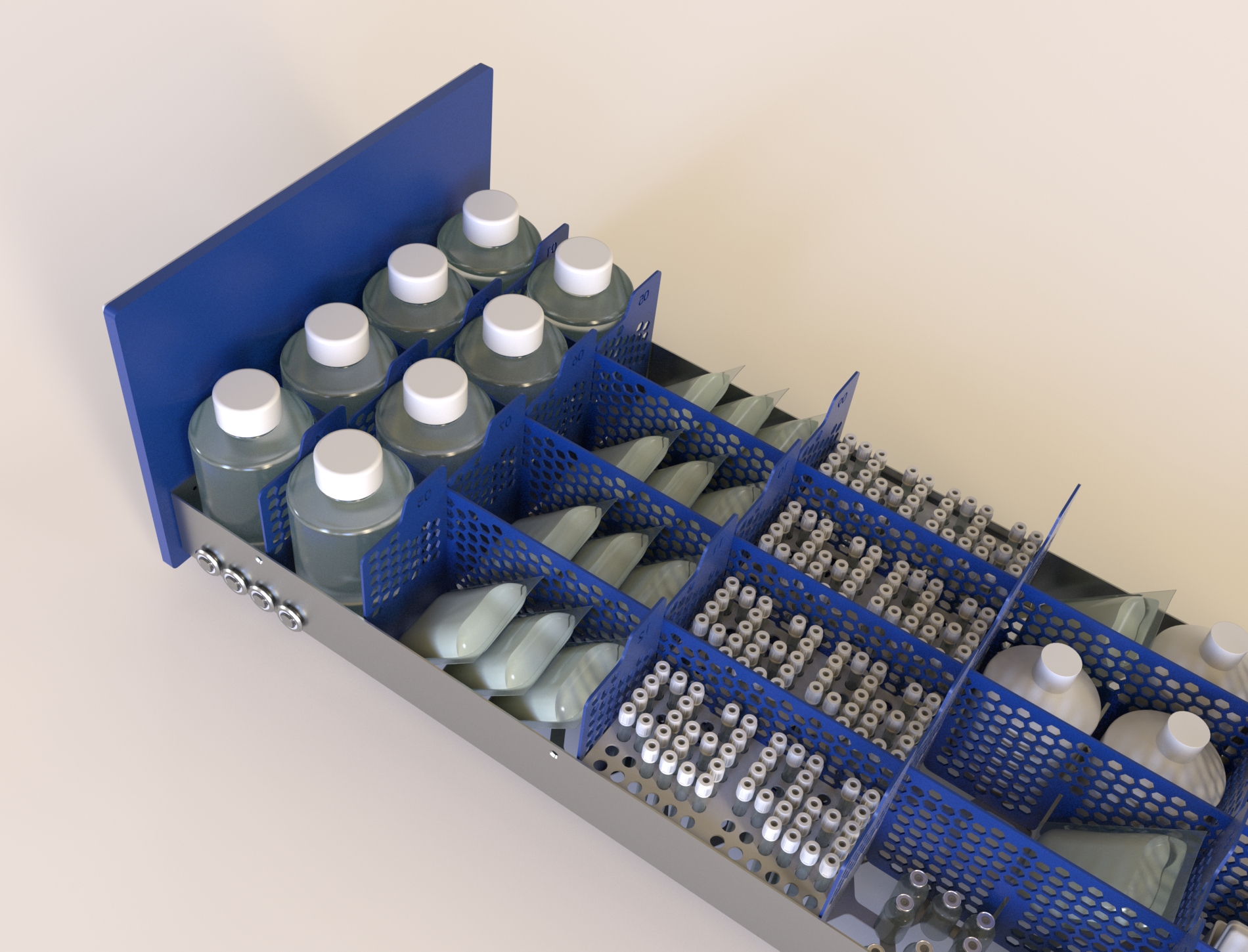
To offer the best possible utilization of the capacity of the LSSU Compact, full pullout drawers are standard and can be selected in different sizes to cover your specific needs for now – but also for the future. The drawers can be changed whenever the requirements changes.
With the LSSU Compact – we are reducing complexity – and – we make you problems go away.
LSSU Compact key features
Storage of up to 3.200 kg. fluid products in bottles, bags or vials per unit, in a temperature range from +10°C to -80°C including the following features:

Blast freeze
Blast freezing of 1.600 kg fluid products from +25°C to -60°C in less than 21 hrs.

Low deviation
Extreme stable storage temperature with low deviation (+/- 1°C).

Fire Rating FR60
Fire rating FR60 ensures up to 60 minutes of fire resistance. Enables insurance (FM Global).

Individual interior design
Flexible and full pullout drawers in different sizes.

Low power consumption
Low power consumption compared to similar solutions.

Fast delivery
Possibilities for delivery within 20 to 24 weeks from Purchase Order.
Download our data sheet for more information about the product
{kind=link}
{kind=link}
{kind=link}
How does our LSSU Compact differentiate from traditional upright freezer units?
LOWENCO LSSU Compact
- Build on proven technology
- Full redundancy
- Custom-made solutions
- Process step and storage step in one unit
- Control rate of freeze and rate of thaw
- Fully integrated with BMS/VBMS
- Full pullout drawers in different height and volume
- Individual and flexible interior design of drawers
- SW compliance with GMP guidelines
- Documentation according to GDP
Traditional upright freezer
- Small capacity per unit
- Single compressor system
- Large footprint needed for more capacity
- High power consumption
- No drawers with fully flexible interior design
- Fixed shelves with difficulty to utilize full capacity
- No blast capability